アルミニウム圧延メーカー、片木アルミニューム製作所(本社・大阪府泉南市、社長・片木威氏)は、アルミニウム薄板軟質材の加工端面の品質向上を目的としたスリッター手法を、鳥取県産業技術センターと共同で開発する。同手法の開発では昨秋、紀陽銀行「平成29年度紀陽イノベーションサポートプログラム」に応募。今回、採択企業5社の中の1社となり、紀陽銀行の支援を受ける。

該当の市場規模は床暖房用シートや建築用ダクトなど年間100トン。
アルミニウム板製作工程のスリッターラインは、二つの円筒刃物で板を挟み込むせん断加工を行う。この場合、スリット断面のダレ、バリなどが問題となり、特に薄くて柔らかいアルミニウム軟質材のスリット加工が難しい。
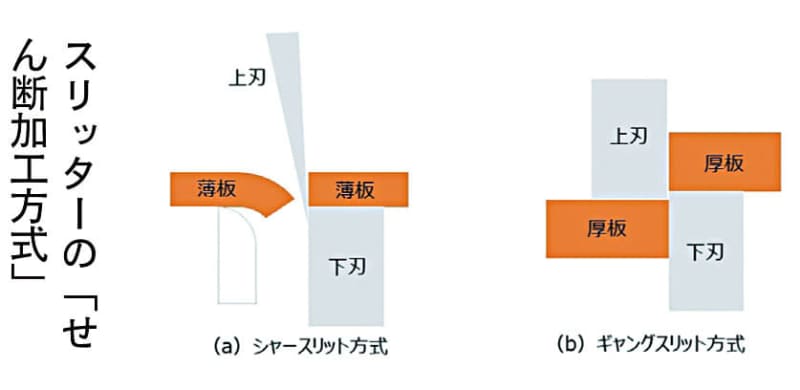
一般的にスリッターラインの加工法はシャースリット方式(シ方式)とギャングスリット方式(ギ方式)の二つの手法がある。いずれも二つの回転刃を用いたせん断加工だが、シ方式は低剛性の上刃を高剛性の下刃に押し付けることで上刃を弾性変形させ微調整しなくてすむ構造。数十マイクロメートル程度の薄板加工には適しているが、厚板には適用できない。ギ方式は板厚0・1ミリ以上に適した加工方法だが、上刃・下刃ともに高剛性刃のため、薄板になるほどクリアランス調整が難しい。
これらの方式でスリット専業メーカーが板厚0・05~0・1ミリ程度の薄板軟質材をスリット加工しても、ダレやバリなどがない綺麗なスリット断面は非常に難しく、新しいスリット方式の開発が望まれている。
片木社長は「回転上下刃にテーパー形状刃を採用することで、スリット断面を綺麗にする手法を確立したい。新手法は完全にスリットせず切込みを途中まで入れておき、その後の巻取り行程へ移行する際に徐々に裂けるように切る。上刃と下刃の位置調整の方法も検討し、微調整用治具の開発も併せて行う」と話す。
アルミニウム板で板厚が0・2ミリ以下の薄板(箔材)は従来軽圧メーカーではなく箔材メーカーが製作し供給していた。しかし、自動車業界、電子機器業界では板厚を薄くすることでコストダウンを図り、板厚0・1ミリ以下の薄板のアルミニウム板の需要が急拡大し、軽圧メーカーが供給するようになってきている。
片木アルミは中小軽圧メーカーの中で唯一、板厚0・1ミリ以下のアルミニウム板を製作することができる。さらに競争力を高めるため、大手軽圧メーカーでさえ製作できない板厚0・1ミリ以下の軟質材を製作するための新しいスリット方式の確立を目指す。

